


PC鋼材自動緊張管理システム
PC鋼材緊張の省力化と安全性を備えたシステム
これまでのPC鋼材の緊張管理は、緊張用ポンプの圧力値と鋼材の伸び量を目視で読取り、読取った値をもとに手書きで緊張管理グラフを作成していました。鹿島が開発したシステムは、この値の読取りとグラフ作成をセンサとノートPCにより自動化することで、緊張管理の精度をこれまでの10倍に向上させるとともに、省力化および、読み取りミスなどのヒューマンエラーを未然に防止することができます。さらに、緊張作業中に作業員が伸び量計測のためにジャッキに近づく必要がなくなり、作業の安全性も向上させるシステムです。
システム初期画面
- キーワード
- PC鋼材、PC緊張、精度向上、変位センサ、圧力センサ、PLC、緊張管理グラフ、省力化、安全性、システム
PC鋼材自動緊張管理システムの概要
PC鋼材自動緊張管理システムの特徴は、圧力・変位センサの精度を、それぞれ0.1MPa、0.1mmとしており、これまでの10倍の計測精度を確保しています。なお、これらのセンサは各種定着工法への適用が可能です。計測値は、ノートPCのモニタにリアルタイムで表示されると同時に、緊張管理グラフにも計測値をプロットします。また、PC鋼材1本ごとの緊張・計測が終了するたびに、自動的に提出様式の緊張管理図とグループ管理図を描画するので、常に緊張中の状態を把握しながら作業を行うことができます。また、定着間距離が大きい場合でも作業性を損なわずに計測できるよう無線伝送機能を有しており、約200mまでワイヤレスにて計測を行うことが可能です。
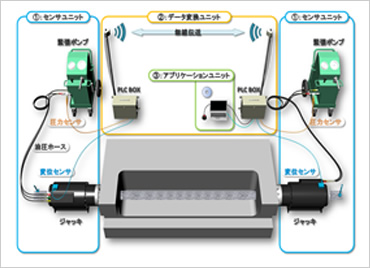
システム構成図(両引き仕様)
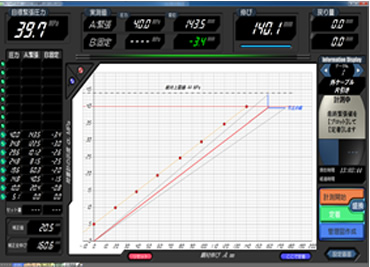
緊張管理画面(ノートPC画面)
特長・メリットココがポイント
正確な緊張力の導入
油圧ホース内の圧力損失を考慮した数値を緊張管理に反映し正確な緊張力を導入できます。
- 緊張ポンプのハンドルレバーを中立にした場合、緊張ジャッキ側で2MPa程度の圧力損失が確認されており、この差をPC緊張管理に反映することで正確な緊張力を導入することができます。
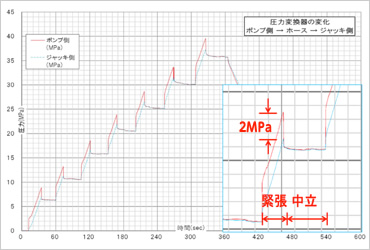
油圧ホース両端部での緊張中の圧力計測結果
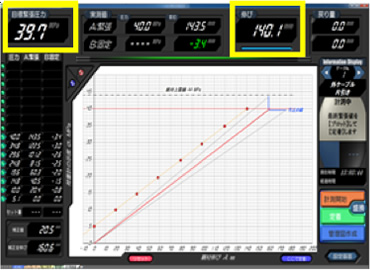
ヒューマンエラーの防止と計測精度の向上
ヒューマンエラーの防止と計測精度向上が図れます。
- 読取り値の見誤りや聞き間違いなど、人為的ミスを回避することができます。
- 圧力センサ(分解能0.1MPa)及び変位センサ(分解能0.1mm)と従来よりそれぞれ10倍の精度向上となっています。
緊張管理画面(ノートPC画面)
ワイヤレスで作業性向上
通信方法を無線にすることで、有線によるケーブルの取り回しの解消と長大スパンに必要なケーブルを無くすことができ、作業性が向上します。
- ワイヤレスで通信可能な無線伝送機能を備え、PC鋼材が長く両端部が離れている場合でも作業性が低下しません。
- 適用試験では、最大200mのスパンまでデータ通信できることを確認しています。

無線伝送装置
適用実績

吉野川サンライズ大橋
場所:徳島県徳島市
竣工年:2022年
発注者:西日本高速道路
規模:橋長1696.5m 幅員9.27m(有効幅員)
PC15径間連続箱桁橋

彼杵川橋りょう
場所:長崎県東彼杵郡
竣工年:2021年
発注者:鉄道建設・運輸施設整備支援機構
規模:橋長370m
PC2径間連続箱桁ラーメン橋3橋

東京外環自動車道 高谷ジャンクション橋
場所:千葉県市川市
発注者:東日本高速道路
規模:橋長290m 幅員W9.2m PRC連続2主版桁
上げ越し管理システム
高橋脚に留意した上げ越し管理システム
上げ越し管理とは施工中の構造変化を考慮した変形計算により求めた上げ越し量に従って型枠セットを行い、クリープおよび乾燥収縮の終了した後に橋面が所定の計画高となるように高さ管理を行うことです。
完成時の出来形に許容範囲を超える誤差が生じることが予測される場合には、上げ越し量の計画値に対して施工中に適宜補正を行う必要があります。中でも橋脚高が非常に高い場合は、桁の変形よりも橋脚のたわみが橋面出来形に大きく影響を与えるので注意が必要です。
上げ越し量の補正値の算出にあたっては、施工中のコンクリート打設やPC鋼材の緊張による主桁形状の変化等に基づき、現場の状況に応じて誤差の要因を推定して行います。

高橋脚の張出し施工状況
- キーワード
- 高橋脚、たわみ、温度変化、熱電対、傾斜計、型枠セット高さ、上げ越し、上げ越し管理
システムの概要
本システムでは、上下床版の温度差による主桁の変形のほか、高橋脚のたわみによる主桁の傾斜に留意しました。
日照による、上床版の温度変化に対しては主桁に埋設した熱電対を用い、橋脚の傾きは柱頭部に設置した傾斜計を用いてリアルタイムに計測しました。
上げ越し実測値と設計値を逐次比較することにより、誤差要因を分析し得られた誤差の傾向や影響度を踏まえて型枠セット高さを補正し、上げ越し管理の精度を向上させました。
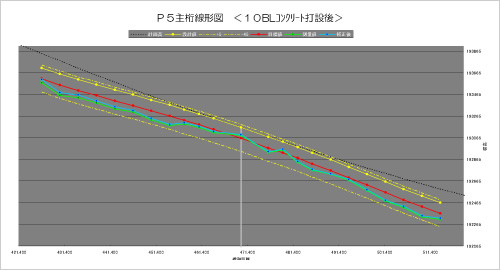
主桁線形結果画面
特長・メリットココがポイント
熱電対と傾斜計の利用
- 日照による上下床版の温度差から発生する主桁の変形に対しては主桁に埋設した熱電対を用いて計測します。
- 高橋脚のたわみによる主桁の傾斜には柱頭部に設置した傾斜計を用いて計測します。
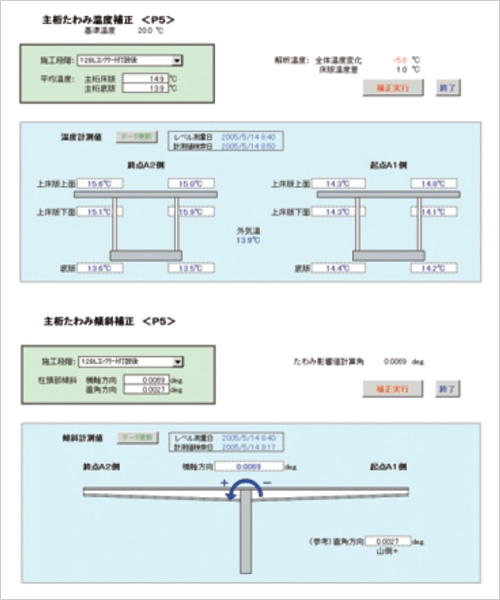
主桁たわみ温度及び傾斜補正
学会論文発表実績
- 「国道49号揚川改良 揚川橋新設工事の設計・施工」,プレストレストコンクリート,Vol.56,No.1,2014年1月
セグメント製作精度管理システム
設計値と計測値から出来形線形を予測し、
製作時における補正の要否を直ちに判断
プレキャストセグメント工法では、セグメントの出来形が構造物の線形に与える影響が大きいため、精度よくセグメントを製作することが重要になります。
セグメント製作精度管理システムは、製作したセグメントの出来形を計測して製作精度を管理します。また、出来形をつなぎ合わせることによって架設後の構造物の線形を予測します。
予測線形が管理限界値を超えると判断される場合には、それ以降に製作するセグメント製作値の最適計算を行って補正値を算出します。
これにより、製作時における構造物の出来形線形を計画線形により近い形に管理することを可能にします。
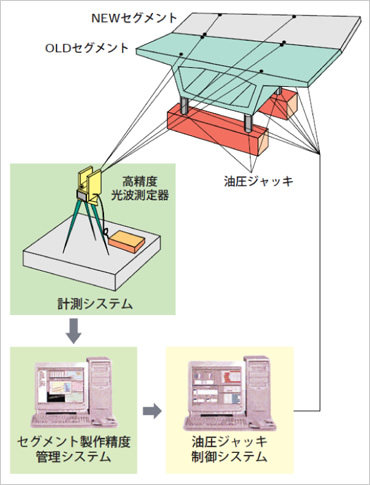
セグメント製作時の管理システムの構築例
- キーワード
- セグメント、出来形、内牧高架橋
システムの概要
セグメント製作精度管理システムのフローを右下に示します。
本システムは、製作管理、出来形管理、線形管理の3つのパートで構成されています。
- 製作管理では、NEWセグメント(以下、NEWと称す)を製作するためにOLDセグメント(以下、OLDと称す)と型枠のセット値を管理したり、NEWを製作したあとのNEWとOLDの相対関係を計測したりします。ここでは、計測システム、および油圧ジャッキ制御システムと連動させることにより、製作管理の自動化が可能となります。
- 出来形管理では、セグメント1個ごとの出来形計測を行い、品質管理としての出来形調書を作成します。
- 線形管理では、製作管理から得られたNEWとOLDの相対関係、および出来形管理から得られたセグメント1個ごとの出来形から、予想出来形線形を算定します。予想出来形線形が管理限界値を超えるようであれば、NEWの製作値を変更することにより線形補正を行います。
写真は、ショートラインマッチキャスト方式によるセグメントの製作状況です。

セグメント製作状況
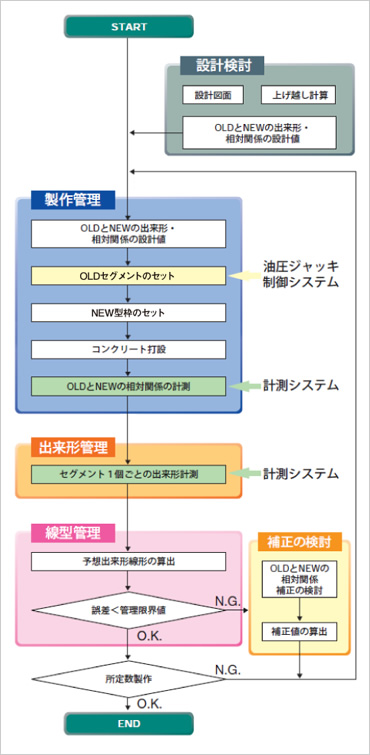
セグメント製作精度管理システムのフロー
特長・メリットココがポイント
①計測システムを油圧ジャッキ制御システムと連動させることにより、セグメント製作管理の自動化が可能となります。
②縦断線形、平面線形、ねじれの各々について、補正計算によりセグメント最適製作値を算出できます。
③線形に急激な折れ角を生じさせないように、数セグメント先まで考慮した最適製作値を算出することも可能です。
④第1セグメントの設置角度が線形全体に与える影響は大きいので、これの最適値を算出できます。セグメントを全数製作する前に最適設置角度を算出し、以後製作するセグメント最適製作値の算出に反映させることも可能です。
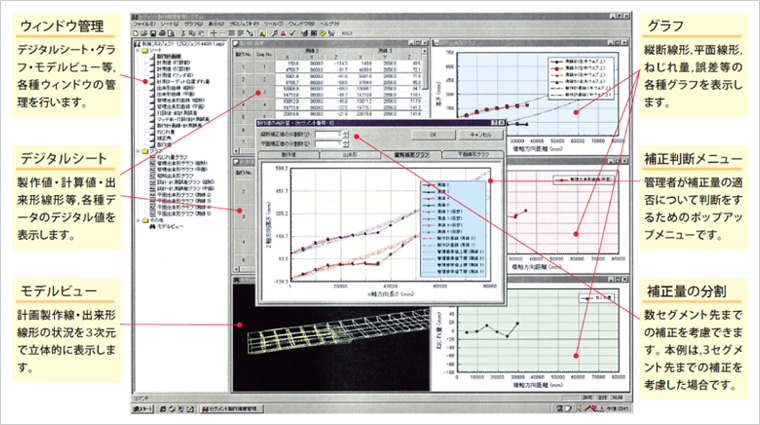
セグメント精度管理システムの実行画面
適用実績

吉野川サンライズ大橋
場所:徳島県徳島市
竣工年:2022年
発注者:西日本高速道路
規模:橋長1696.5m 幅員9.27m(有効幅員)
PC15径間連続箱桁橋
学会論文発表実績
- 「内牧高架橋コアセグメントのスパンバイスパン架設」,第13回プレストレストコンクリートの発展に関するシンポジウム,2004年
- 「第二東名高速道路 内牧高架橋の設計・施工」,プレストレストコンクリート,2006年9月
SmARTストランド®張力センサ技術
光ファイバでPC・グラウンドアンカーの張力分布を見える化
プレストレストコンクリート(PC)構造やグラウンドアンカーは、それぞれPCケーブルやテンドンと呼ばれる緊張材に張力を与え、コンクリートや地山に圧縮力を作用させる構造です。設計で想定した性能を確保するためには、施工時に確実に張力が導入され、供用期間中にも維持されていることが求められます。しかし、従来の技術では、コンクリートや地山内部の張力を計測することはできず、また供用期間中の計測にも課題がありました。
「SmARTストランド®張力センサ技術」は、全長にわたるひずみ分布を計測可能な光ファイバセンサを応用し、PCケーブルやテンドンに作用する張力を全長、かつ長期にわたって計測可能とした世界初の技術です。
平成28年度プレストレストコンクリート工学会賞 技術開発部門
NETIS KT-230142-A
特許登録済
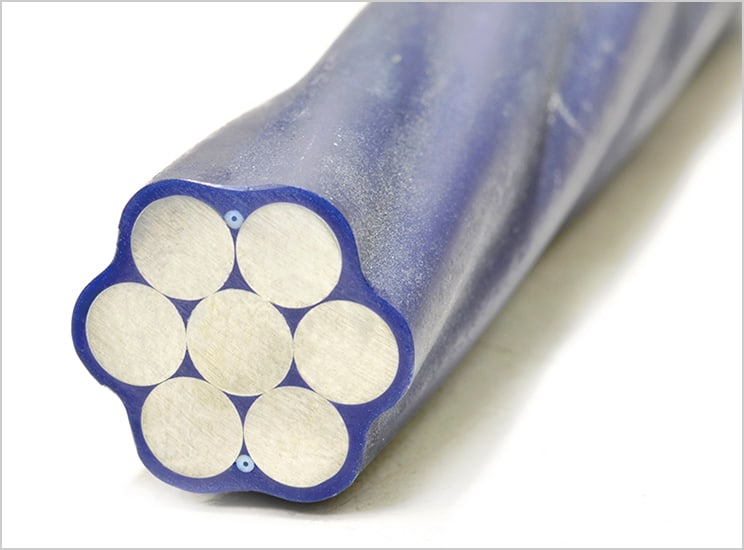
光ファイバ組込み式PCストランド「SmARTストランド」
- キーワード
- プレストレストコンクリート構造、グラウンドアンカー、緊張管理、維持管理、張力分布、光ファイバ
「SmARTストランド張力センサ技術」の概要
「SmARTストランド張力センサ技術」では、PCストランドの全長にわたって光ファイバセンサを組み込み、ストランドを緊張した際に光ファイバに生じるひずみを計測することで張力分布を評価します。SmARTストランドは、裸線のPCストランドの表面に直接、光ファイバを組み込んだ「裸線型」と、内部充てん型エポキシ樹脂被覆PCストランドの被覆内に光ファイバを埋設した「ECF型」の2種類を開発しています。
両タイプ共に橋梁やグラウンドアンカーへの適用を想定した各種実験により、その計測性能を確認しています。なお、本技術は、鹿島、住友電気工業、ヒエン電工が共同で開発したものであり、その普及を目的とした「SmARTストランド張力センサ技術研究会」が設立されています。
SmARTストランドのラインナップ

裸線型

ECF型
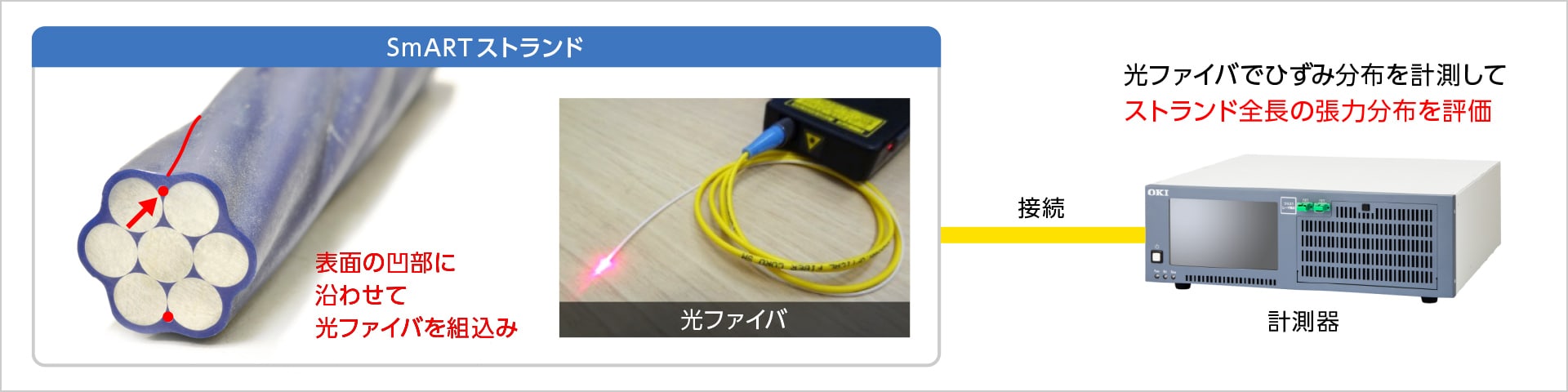
「SmARTストランド張力センサ技術」の概要
特長・メリットココがポイント
PC構造物の張力分布を全長にわたって見える化
PC構造物に配置されたPCケーブルの張力分布を計測することで、任意の位置において導入された張力と設計値を直接的に比較することが可能です。その結果を長期的なプレストレスの変化や、地震等による損傷の有無や程度の評価に用いることで、施工管理だけでなく維持管理やBCPにも役立てることができます。
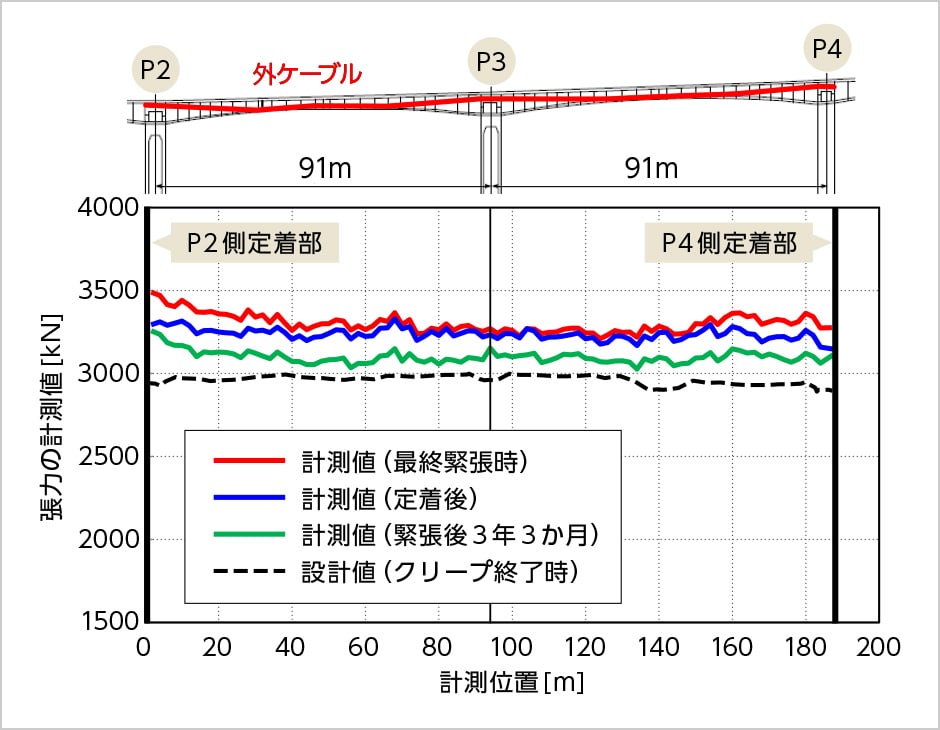
PC橋梁での計測結果の事例
グラウンドアンカーの健全性と地山の変状を評価
光ファイバは高耐久であり、張力管理用に設置された荷重計が故障した場合でも、グラウンドアンカー頭部をジャッキで再緊張するリフトオフ試験に比べて、安価かつ安全に張力を計測できます。また、アンカー体を含む地山内のグラウンドアンカーの張力分布の変化を分析することで、張力の変動だけでなく、その原因となる地山の変状なども推定でき、その結果を保全、補修に活かすことができます。
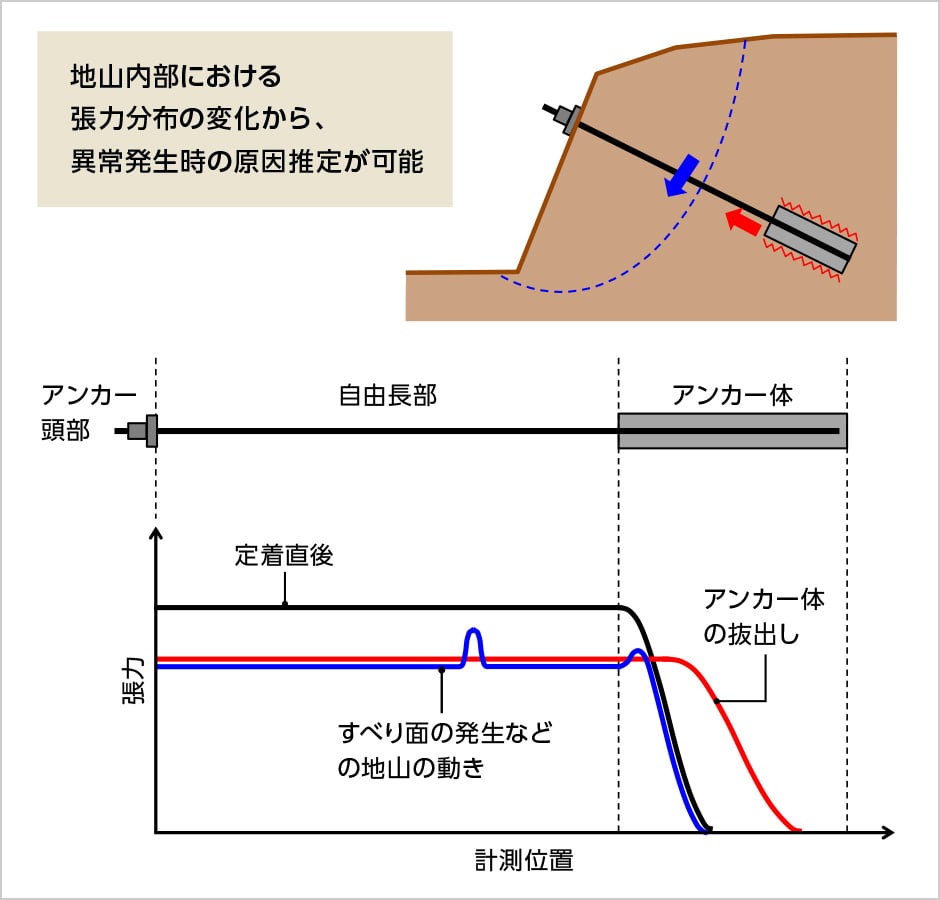
グラウンドアンカーの張力分布計測
再計測が可能
人が安全に立ち入れる場所まで光ファイバを延伸しておくことで、施工時および供用時において安全に再計測を行うことが可能です。また、計測器と光ファイバの切替装置からなる計測システムによって、自動的に複数のSmARTストランドを連続計測することもできます。
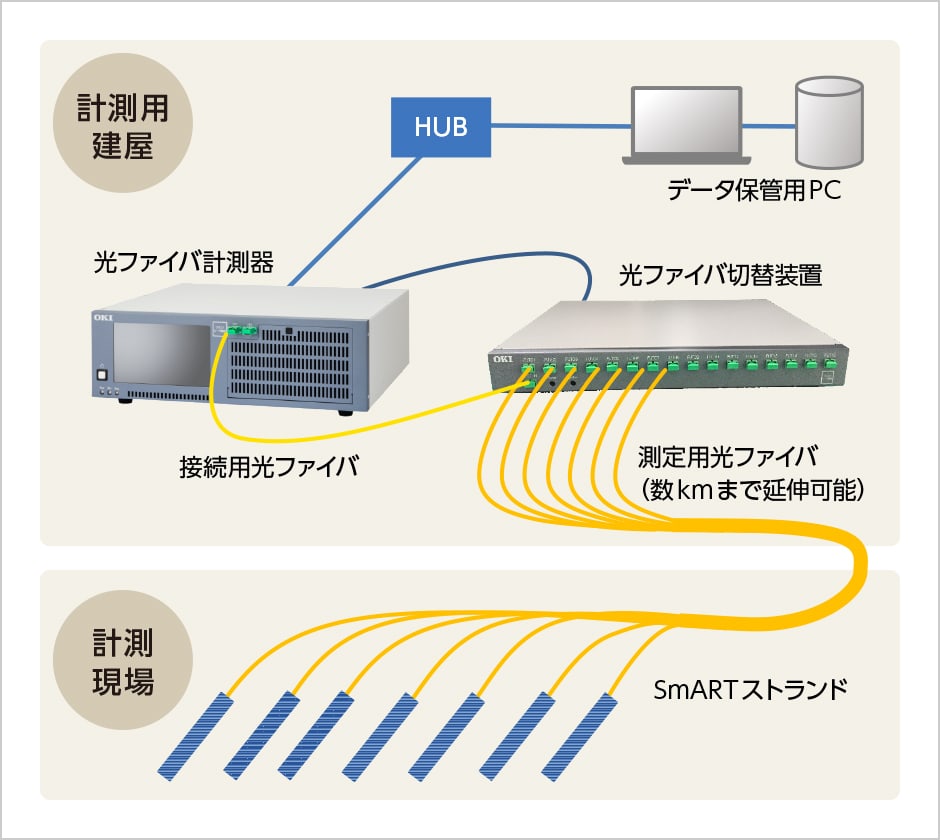
SmARTストランドの連続計測システム
適用実績

月舘高架橋
場所:福島県伊達市
竣工年:2016年10月
発注者:国土交通省東北地方整備局
規模:内ケーブル6本 外ケーブル2本

赤谷地区グラウンドアンカー
場所:奈良県五條市
竣工年:2017年12月
発注者:国土交通省近畿地方整備局
規模:グラウンドアンカー6本

吉野川サンライズ大橋
場所:徳島県徳島市
竣工年:2022年7月
発注者:西日本高速道路
規模:外ケーブル30本 内ケーブル2本

東名高速道路
上石山地区切土のり面補強用
グラウンドアンカー
場所:神奈川県足柄上郡山北町
竣工年:2023年5月
発注者:中日本高速道路
規模:グラウンドアンカー21本
学会論文発表実績
- 「緊張管理・維持管理に適用可能な光ファイバを用いたPC張力計測技術の開発」,土木学会,論文集E2,Vol.76,No.1,2020年
- 「光ファイバを用いた引張り力分布計測技術のグラウンドアンカーへの適用」,土木学会,論文集A1,Vol.76,No.1,2020年
- 「光ファイバを用いたPC張力計測技術」,コンクリート工学,Vol.56,No.1,2018年
- 「光ファイバを用いた長大橋のPCケーブルのヘルスモニタリングシステム」,土木学会,第77回年次学術講演会,2022年
- 「光ファイバによるグラウンドアンカーの張力分布の常時計測」,土木学会,第75回年次学術講演会,2020年
