





収集した食品残渣や生ごみは分別機によって、ビニール袋やプラスチック等の混入異物と生ごみに分別します。分別した生ごみに水を加えて高温メタン発酵に適したスラリー状にし、外気を遮断した状態でスラリータンクに貯めて、バイオリアクタ(メタン発酵槽)へ送ります。

- 前ページへ
- 次ページへ
地域のバイオマスを利活用し、
資源循環、温暖化ガス削減に貢献します
わたしたちが日々生活している中で排出されている生ごみや食品廃棄物などといった有機性廃棄物の有効利用について、様々な取り組みが行われています。飼料化・堆肥化もその一つですが飼料化・堆肥化が困難なものについては、バイオガスなどのエネルギー、さらにはその排熱をも熱回収して再生利用することが推進されています。
鹿島では有機性廃棄物からバイオガスを回収する「メタクレス(固定床式高温メタン発酵システム)」という独自のメタン発酵技術を開発しました。
メタクレスは、水分が多く腐敗しやすい生ごみや食品廃棄物などの有機性廃棄物から多くのバイオガスが回収でき、運転・維持管理も容易なシステムです。発生する残渣も少量となり、回収したバイオガスは電気や熱として利用できるなど、有機性廃棄物の有効利用が可能となりました。
このようなメタン発酵事業には、農業・食品関連事業とバイオマス発電事業者とが連携することによる経済の活性化効果も期待されています。今後も資源循環型社会の構築に向けて一層の技術開発に取り組んでいきます。

-
キーワード
- 有機性廃棄物、メタン、バイオガス発電、メタクレス、固定床式、メタン発酵システム、食品廃棄物、生ごみ、
有効利用、リサイクル施設、分散型エネルギー
改ページ
メタクレス(固定床式高温メタン発酵システム)
生ごみや食品廃棄物からエネルギーを回収します
メタクレスは、生ごみなどの有機性廃棄物をメタン発酵菌群の働きを利用した固定床式高温メタン発酵技術で分解し、生成したバイオガスを回収して電気や熱に利用するバイオガス化発電システムです。
メタン発酵を行うバイオリアクタ(メタン発酵槽)の内部に担体を充填し、微生物を定着させて(固定床式※1)高温発酵※2します。有機物を効率よく分解処理することにより、短時間で大量のバイオガスを発生させ、回収することができます。
バイオガスは天然ガスと同様にメタンガスを主成分とするガスで、そのまま燃焼させることができるため、ボイラやガスエンジン、ガスタービン機、燃料電池に利用することが可能です。
生ごみを安全かつ衛生的に処理すると共にエネルギーや再生資源としても回収したいという事業者の要望に対し、メタクレスによる新しいリサイクル施設を提案しています。
※1 固定床:担体(微生物のすみか)に微生物を高密度に保持することで、高い分解処理が可能です。負荷変動に対してもよく追従します。
※2 高温発酵(55℃):中温発酵(37℃前後)に比べ高い分解能力をもっています。
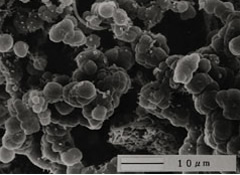
メタン発酵菌
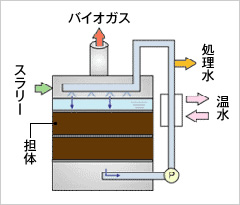
バイオリアクタ(メタン発酵槽)の構造
特長
- 廃棄物や排水を処理しながら、エネルギー源として利用できるメタンガスを回収する。
- 高活性の高温メタン発酵菌によるシステムのため、高効率で施設もコンパクトになる。
- 従来のメタン発酵量より、1.5~2倍のバイオガスを発生させることができる。
- 残渣の発生量が少ないシステムを構成することができる。
- 食品工場や食品リサイクル事業などに適用可能。
効果
- クリーンエネルギーの生成
従来処理していた廃棄物からバイオガスを回収して、熱・電気として供給できます。 - 地球温暖化の防止
回収されたバイオガスを利用することで、化石燃料の使用量やCO2を削減します。 - 分散型エネルギー
地域のバイオマスを活用し、地域のエネルギーを供給する分散型エネルギーを創出することができます。 - 災害時対策として活用
バイオガスを貯留することで、平常時だけでなく災害時にも電気や熱などのエネルギーを供給することができます。
改ページ
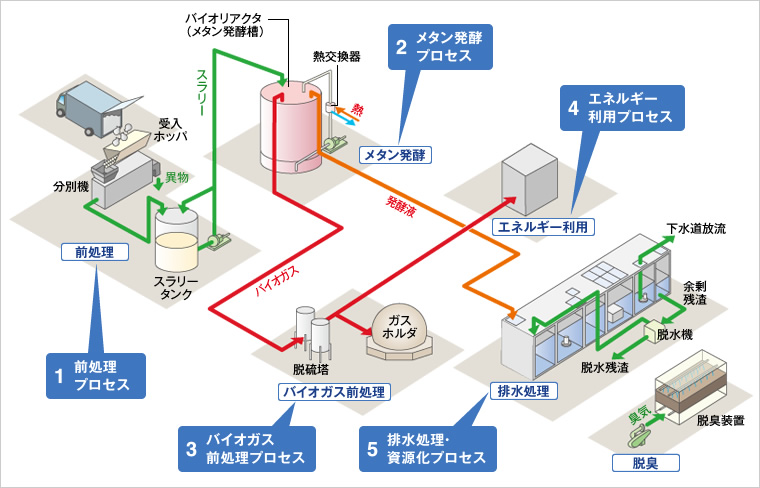
システムフロー
![]()
![]()
メタン発酵槽では、 スラリーに含まれる有機物をバイオリアクタ内のメタン発酵菌によって、メタンガス(CH4) と二酸化炭素(CO2)を主成分とするバイオガスに再生します。
![]()
再生したバイオガスは、脱硫塔において有害成分である硫化水素を除去し、ガスホルダを経てエネルギー利用します。
改ページ
![]()
ガスタービン、ガスエンジン、燃料電池などにより電気として外部施設利用や電力会社へ売電することができるほか、ボイラを通して吸収式冷凍機やヒータ(暖房、乾燥、加熱)に利用することもできます。また、CNG(圧縮天然ガス)自動車、乾燥機や炭化装置、ガス灯への直接利用も可能です。
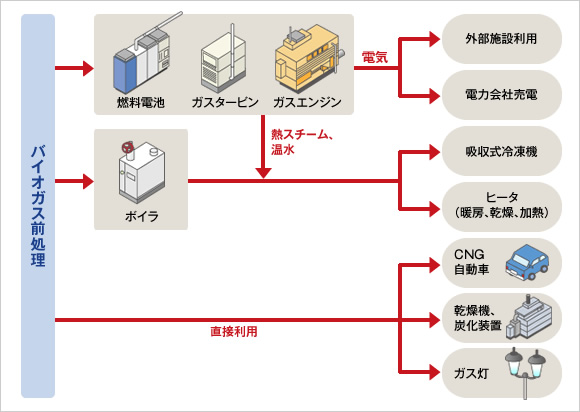
エネルギー利用プロセス
![]()
バイオリアクタで発生した余剰発酵液は排水処理設備へ送ります。排水処理後の余剰残渣は脱水によって脱水ろ液と脱水残渣に分け、脱水ろ液は排水処理したのち下水放流します。脱水残渣は堆肥化利用することも可能です。また脱臭装置により、臭気へも対応します。
改ページ
食品廃棄物のバイオガス化
食品工場から排出される食品廃棄物はほとんどが飼料化や堆肥化によって再利用されていますが、近年では、CO2削減や再生可能エネルギー利用への取り組みの推進、飼料・堆肥の利用先が無くなるリスクからの回避、固定価格買取制度などの点から食品廃棄物のバイオガス化が注目されています。
宮崎県都城市に完成した霧島酒造株式会社 焼酎粕リサイクル施設(第1リサイクル施設を2006年、第2リサイクル施設を2012年増設)では、鹿島が開発したメタクレスを導入して焼酎粕などからバイオガスを回収、施設内利用することで環境面・コスト面での問題を解決し、資源循環型社会の構築と地球温暖化対策に大きく貢献しています。
 焼酎粕リサイクル施設(霧島酒造株式会社)
焼酎粕リサイクル施設(霧島酒造株式会社)
この施設は、焼酎粕の最大受入量が800t/日という国内最大クラスのものです。焼酎粕の他、焼酎製造過程で発生する芋くず10t、芋くずの希釈水として用いる洗米廃水10tを同時に処理することができます。
また、既設のメタン発酵施設から排出される60t/日の脱水ケーキ(焼酎粕中の固形分を分離し、水分が85%になるよう脱水したもの)を乾燥・飼料化する施設も併設しており、乾燥熱源にはメタン発酵から副生するバイオガスをエネルギーとして利用しています。焼酎工場でのエネルギー利用のほか、現在は発電設備にも利用しています。

メタクレス導入のメリット
- 残渣発生量の低減
メタン発酵により、焼酎粕の固形分(芋の繊維・皮など)を70%分解・縮減します。 - バイオガス発生量が多い
焼酎粕最大800t/日の分解により、36,000Nm3/日のバイオガスを回収することが可能です。 - コスト低減が可能
回収したバイオガスをエネルギー源として活用することで、工場での化石燃料使用量を大幅に削減できます。 - 温室効果ガスの排出削減
バイオガス発生量36,000Nm3/日の場合、一日あたり約50t-CO2の排出削減が可能です(A重油換算ベース)。
改ページ
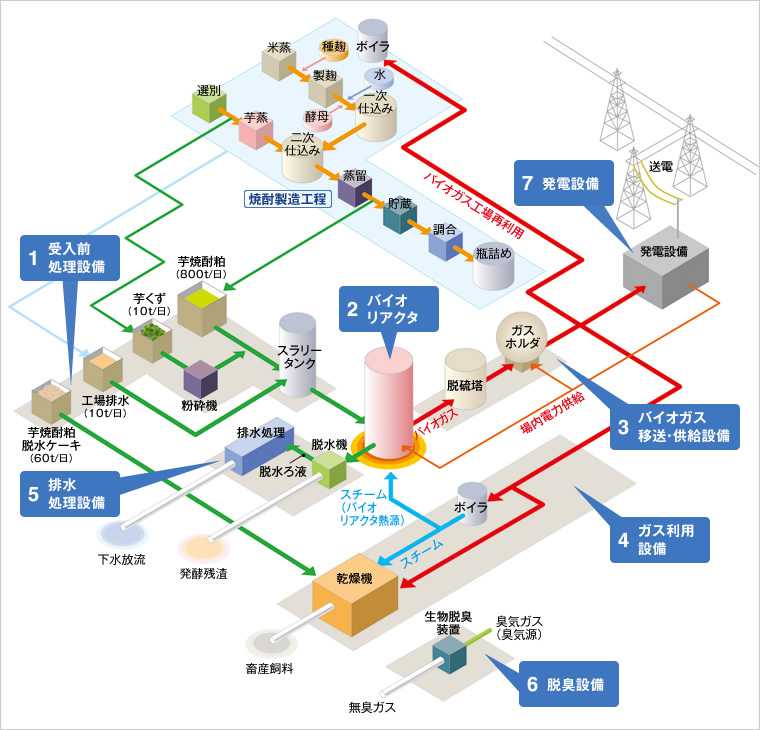
霧島酒造本社工場 焼酎粕リサイクルシステムフロー
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 受入前処理設備
受入前処理設備
焼酎製造工程から排出される焼酎粕・芋くずを受け入れます。芋くずは粉砕し、スラリー化します。

受入室

芋の繊維や芋の皮を含む、水分95%のスラリー状のもの
改ページ
 バイオリアクタ(メタン発酵槽)
バイオリアクタ(メタン発酵槽)
加温されたバイオリアクタ内は嫌気状態に保ち、メタン発酵菌群の働きにより、焼酎粕を分解・ガス化します。

バイオリアクタ(Φ6m×18.5mH)
 バイオガス移送・供給設備
バイオガス移送・供給設備
回収されたバイオガスは脱硫塔で有害成分(硫化水素)を除去し、ガスホルダを通じて利用先へ供給します。

脱硫塔

ガスホルダ(Φ10m)
 ガス利用設備
ガス利用設備
脱硫後のバイオガスは、本社工場の焼酎製造工程におけるボイラの燃料として利用します。
また、乾燥設備の熱風炉の燃料として利用し、脱水ケーキを乾燥させ、乾燥物を家畜の飼料として活用します。

ボイラ
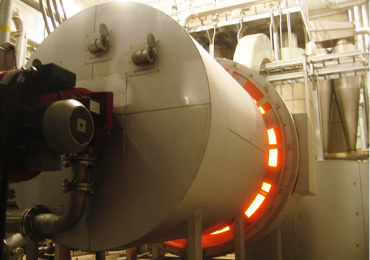
熱風炉
改ページ
 排水処理設備
排水処理設備
バイオリアクタから排出された残渣物は、脱水によって脱水ろ液と発酵残渣に分け、脱水ろ液は排水処理後、下水放流します。発酵残渣は業者に委託し、堆肥化利用します。

浸漬膜活性汚泥処理設備
 脱臭設備
脱臭設備
臭気ガスを生物脱臭装置によって脱臭処理します。

BADOS(下部散水式生物脱臭装置)
 発電設備
発電設備
余剰ガスを利用し、年間約400万kWhの発電を行います。発電した電力は一部設備に利用し、余剰電力は電力会社へ送電します。

発電設備
改ページ
バイオガスから水素
有機性廃棄物などのバイオマスを発酵(嫌気性消化)させた際に生じる
バイオガスから、カーボンニュートラルな水素をつくることができます
鹿島は2015年度から2021年度まで、低炭素水素社会の実現に向けた環境省の実証事業に参画しました。実証のフィールドは酪農が盛んな北海道十勝地域の鹿追町及び帯広市。
乳牛などの家畜ふん尿をメタン発酵させて処理した際に発生するバイオガスからカーボンニュートラルな水素を製造し、地域の酪農施設や商業施設、燃料電池車等で利用しました。
鹿島は、カーボンニュートラルな水素の活用を通じて低炭素で地球にやさしく、しかも災害時にもエネルギーの確保ができる地域環境づくりに、この経験を活かしていきます。

実証場所
酪農地域である北海道十勝地域(鹿追町、帯広市)
主な実証内容(2015年度~2021年度)
1. 家畜ふん尿をメタン発酵して回収したバイオガスから水素を製造
2. 水素を貯蔵・運搬し、燃料電池車、燃料電池フォークリフト、定置式燃料電池に供給
3. 簡易型水素充填車や水素吸蔵合金の活用による水素利用モデルの検証
4. CO2排出量の削減効果の把握と水素サプライチェーン実現のための課題の抽出
実証事業の概要
- 事業名称:
- 家畜ふん尿由来水素を活用した水素サプライチェーン実証事業
(環境省 地域連携・低炭素水素技術実証事業) - 事業者:
- 代表事業者 エア・ウォーター株式会社
共同事業者 鹿島建設株式会社、日鉄パイプライン&エンジニアリング株式会社、
日本エアープロダクツ株式会社 - 実証期間:
- 平成27年度~令和3年度
- 主な受賞:
- 令和元年度 土木学会環境賞
令和5年度 エンジニアリング功労者賞 - 事業の現在:
- 現在は、鹿追町・エア・ウォーター北海道株式会社が水素製造・供給事業を実施しています。
改ページ
実証事業のご紹介
2021年度までの実証事業について動画でご紹介します。各項目をクリックすると動画をご覧いただけます。

1. 実証事業の概要
2. 水素をつくる
3. 水素をはこぶ
4. 水素をつかう

5. 水素エネルギーの未来
「(株)しかおい水素ファーム」の概要
- 所在地:
- 北海道河東郡鹿追町鹿追北4線5 鹿追町環境保全センター内
- 出資会社:
- 鹿島建設株式会社
- 事業内容:
- 水素利活用・実証等に係るコンサルタント等の業務
実証事業等の受付及び関係各所との調整窓口業務

